
Продукция









Прямошовная сварная труба
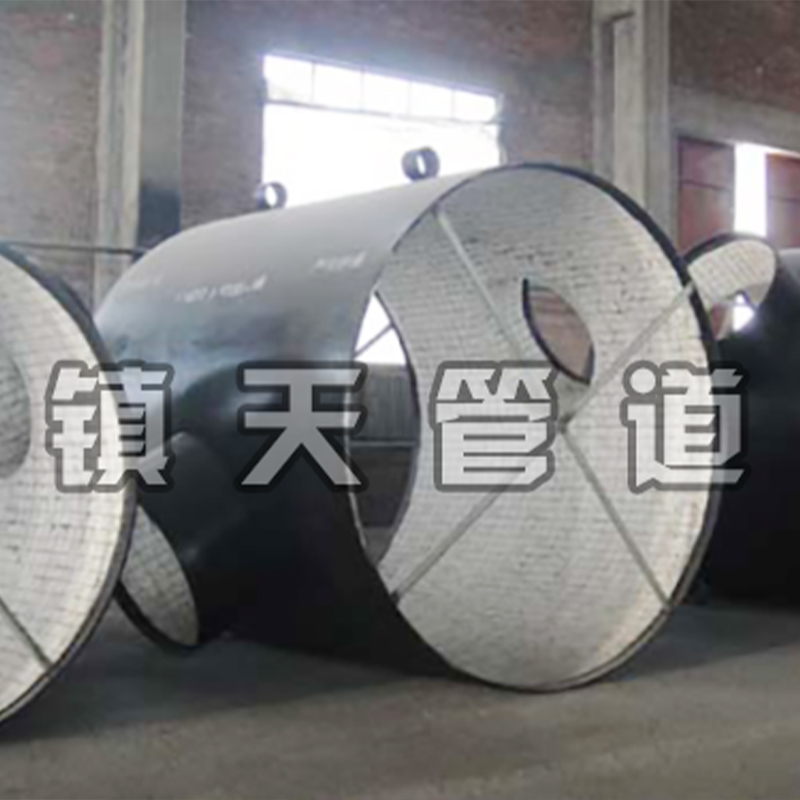
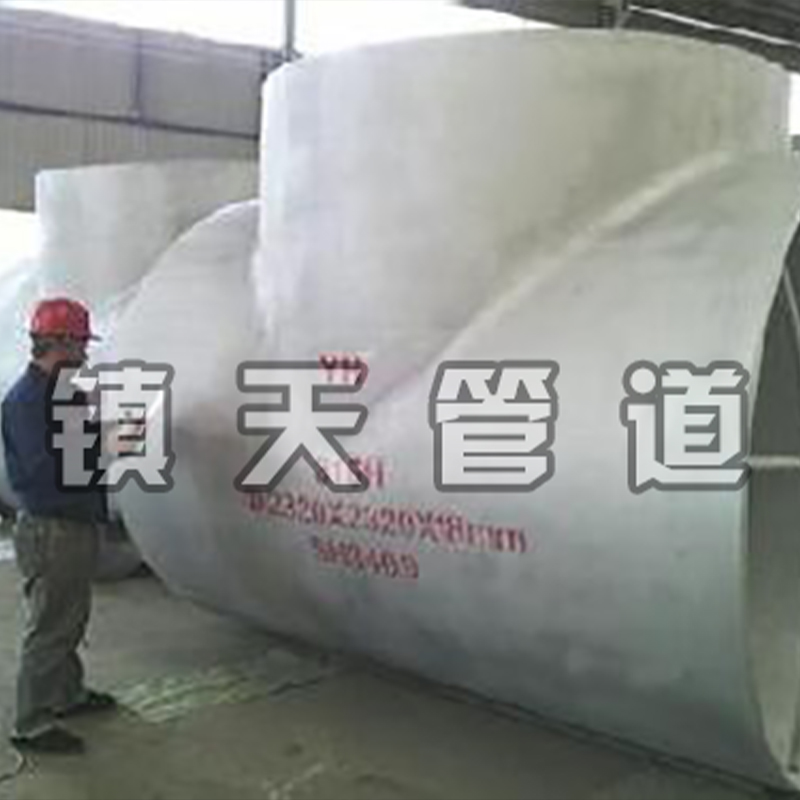
Описание продукта Прямошовная сварная труба, с горячекатаным или холоднокатаным стальным листом или стальной полосой, сваренной в рулоне из стальной трубы в сварочном оборудовании для прямошовной сварки трубы, называется прямошовной сварной трубой. (Как сварка стальной трубы в прямую линию так...
Описание
маркер
Описание продукта
Прямошовная сварная труба, с горячекатаным или холоднокатаным стальным листом или стальной полосой, сваренной в рулоне из стальной трубы в сварочном оборудовании для прямошовной сварки трубы, называется прямошовной сварной трубой. (Как сварка стальной трубы в прямую линию так называется).
Описание основного процесса производства труб большого диаметра LSAW:
1. проверка листа: после того, как стальной лист, используемый для производства стальных труб большого диаметра, сваренных дуговой сваркой под флюсом LSAW, попадает на производственную линию, весь лист будет проверен ультразвуковой волной;
2. фрезерование кромок: две кромки стального листа фрезеруются с обеих сторон на кромкофрезерном станке, чтобы достичь необходимой ширины листа, параллельности кромок листа и формы скосов;
3. предварительная гибка: предварительная гибка краев листа с помощью машины предварительной гибки, чтобы края листа имели необходимую кривизну;
4. формовка: в формовочной машине JCO первая половина предварительно согнутой стальной пластины через несколько шагов штамповки, прессуется в форму «J», а затем другая половина пластины аналогично сгибается, прессуется в форму «C», после формирования открытой формы «O».
5. предварительная сварка: сформированная стальная труба LSAW соединяется вместе и непрерывно сваривается газовой сваркой в защитной оболочке (MAG). 6;
6. внутренняя сварка: продольная многопроволочная дуговая сварка под флюсом (до четырех проволок) на внутренней стороне прямошовной стальной трубы. 7. внешняя сварка: продольная многопроволочная дуговая сварка под флюсом (до четырех проволок) на внутренней стороне прямошовной стальной трубы;
7. внешняя сварка: продольная многопроволочная дуговая сварка под флюсом в прямошовной стальной трубе под флюсом вне сварки;
8. ультразвуковой контроль Ⅰ: 100% контроль внутреннего и внешнего сварного шва прямошовной стальной трубы и материнского материала с обеих сторон шва;
9. рентгеновский контроль Ⅰ: 100% рентгеновский промышленный телевизионный контроль внутреннего и внешнего сварного шва, с использованием системы обработки изображений для определения чувствительности дефекта;
10. расширение: по всей длине дуговой сварки под флюсом прямой шов стальной трубы расширения для улучшения точности размеров стальной трубы, и распределение напряжения в стальной трубе;
11. гидравлическое испытание: в гидравлической испытательной машине на расширенной стальной трубе корень за корнем проверка стальной трубы на соответствие стандартным требованиям испытательного давления, машина имеет автоматическую запись и функцию хранения;
12. снятие фаски: после прохождения инспекции обработки конца стальной трубы, для достижения требуемого размера фаски конца трубы;
13 ультразвуковой контроль Ⅱ: снова корень за корнем ультразвуковой контроль для проверки прямой шов сварной стальной трубы в расширении, гидравлическое давление может производить дефекты;
14. рентгеновский контроль Ⅱ: рентгеновский промышленный телевизионный контроль и съемка сварки конца трубы стальной трубы после расширения и гидростатического испытания;
15. контроль магнитных частиц на концах труб: этот контроль проводится для обнаружения дефектов на концах труб;
16. и покрытие: после квалифицированной стальной трубы в соответствии с требованиями пользователя и покрытие.
связаться с нами
Сопутствующие популярные продукты

Переходной тройник
Описание продукта Переходной тройник относится к разновидности тройников и является о...

Толстостенный тройник
Описание продукта Толстостенные тройники широко применяются в строительстве и техниче...
45° косой тройник
Описание продукта Стандартные типы: По стандарту DIN (DN15-DN159) (3/4"-4") и стандар...

Алюминиевый отвод
Описание продукта Алюминиевые отводы гнутся с помощью набора гибочных штампов, незави...

Тройник из легированной стали
Описание продукта Тройники из легированных сталей представляют собой соединительные ф...

Шламовый тройник
Описание продукта Шламовый тройник преимущественно используется в резервуарах различн...

Теплоизолированный отвод
Описание продукта Гибка изоляционной трубы осуществляется с помощью набора гибочных ф...

Глухая заглушка
Описание продукта Заглушки служат для изоляции и отключения участков. Благодаря отлич...

Канавочный тройник
Описание продукта Тройники с канавками выполняют те же функции, что и обычные тройник...

Индукционно-гнутый отвод
Описание продукта Среднечастотный трубогиб, использующий вертикальные внешние характе...

Алюминиевый тройник
Описание продукта Алюминиевые тройники подразделяются на цельнометаллические (из чист...

Антикоррозийный отвод
Описание продукта Сгибание теплоизоляционных труб осуществляется с помощью набора гиб...

Теплоизолированный тройник
Описание продукта Теплоизолированные тройники широко применяются в строительстве и те...
Тройник из нержавеющей стали
Описание продукта Тройники из нержавеющей стали являются соединительными элементами т...

Отвод с пластиковой футеровкой
Описание продукта Локоть с пластиковой футеровкой представляет собой обычную трубу из...
U-образный отвод
Описание продукта Технология обработки U-образного изгиба делится на два этапа: перва...

