
Продукция









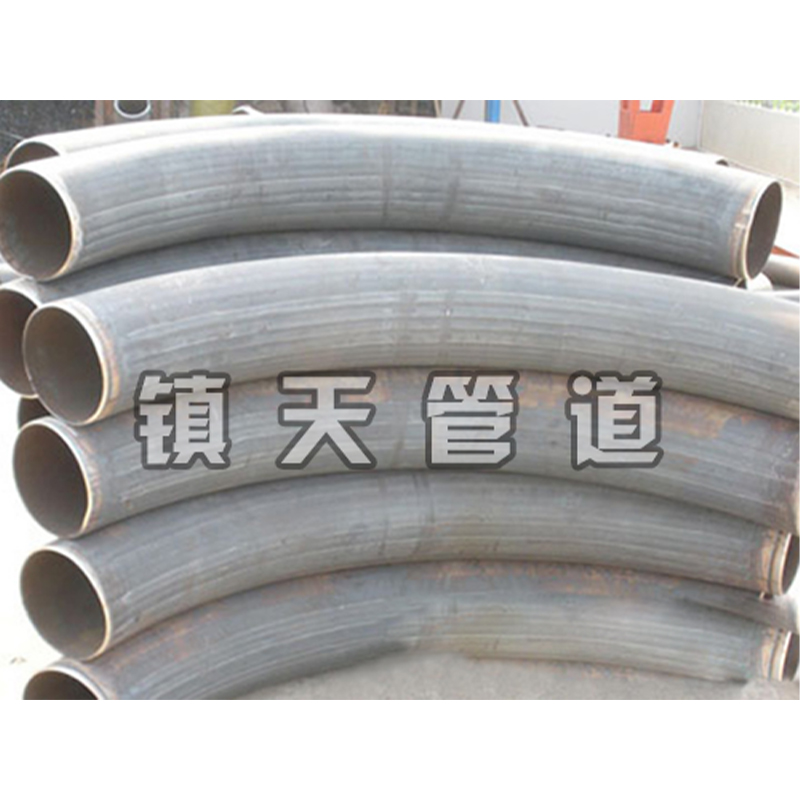

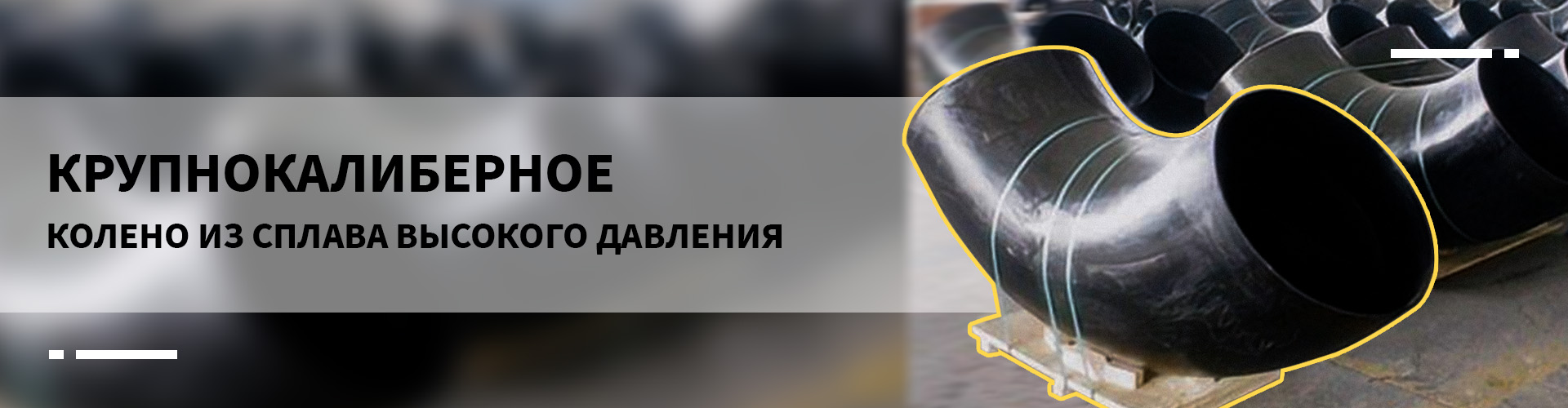
Индукционно-гнутый отвод
Описание продукта Среднечастотный трубогиб, использующий вертикальные внешние характеристики источника питания, постоянного тока с положительным (провод подключен к отрицательному), в настоящее время широко используется в электроэнергетике, нефтяной, химической, морской, атомной промышленн...
Описание
маркер
Описание продукта
Среднечастотный трубогиб, использующий вертикальные внешние характеристики источника питания, постоянного тока с положительным (провод подключен к отрицательному), в настоящее время широко используется в электроэнергетике, нефтяной, химической, морской, атомной промышленности и так далее.
Среднечастотный трубогиб представляет собой использование среднечастотного электрического индукционного нагрева, заготовка в местных условиях нагрева для гибки. По сравнению с общим холодным трубогибом, не только не нужен полный комплект пресс-форм, а объем станка только учитывает те же спецификации холодного трубогиба 1 / 3 ~ 1/2. среднечастотный процесс горячей гибки является существующей разновидностью процесса гибки для экономии вида процесса гибки.
Среднечастотный процесс гибки труб заключается в том, что стальная труба, которая будет согнута, является частью индукционной петли, с механическим поворотным рычагом, зажатым на головке трубы, в индукционной петле в среднечастотный ток нагрева стальной трубы, когда температура стальной трубы поднимается до пластичного состояния, задний конец стальной трубы с механической тягой для продвижения, для изгиба, изгиб из стальной части трубы с охлаждающей жидкостью для охлаждения, так что сторона нагрева, сторона движения, сторона изгиба, сторона охлаждения, и постоянно гнуть отводы изгиб.
Среднечастотная гибка широко используется в электроэнергетике, нефтяной, химической, морской, атомной промышленности и других инженерных сборных труб, но среднечастотная гибка в дуге волновой складки явно велика, особенно когда радиус гибки меньше 3Do (Do для внешнего диаметра трубы), внутренняя дуга волновой складки велика, серьезно влияя на внешний вид качества продукции, которая является отечественным трубогибом не может быть решена в последние несколько десятилетий и срочно нуждается в разрешении.
Характеристики изгиба труб средней частоты
1. среднечастотный трубогиб с использованием вертикальных внешних характеристик источника питания, постоянного тока с положительным (провод подключен к отрицательному)
2. среднечастотная гибка обычно подходит для сварки тонких пластин менее 6 мм, с красивой формой сварного шва, сварочной деформацией небольших особенностей
3. защитный газ - аргон, чистота. Когда сварочный ток составляет 50 ~ 50A, расход аргона 8 ~ 0 л/мин, когда ток составляет 50 ~ 250A, расход аргона 2 ~ 5 л/мин.
4. длина сварочной дуги, сварка обычной стали, до 2 ~ 4 мм хорошо, в то время как сварка нержавеющей стали, до ~ 3 мм хорошо, слишком долго не хорошая защита.
5. средней частоты гибки труб, чтобы предотвратить появление сварной пористости, сварочные детали, такие как ржавчина, масло и т.д. должны быть очищены.
6. вольфрама из газового сопла выступает из длины 4 ~ 5 мм является предпочтительным, в углу сварки и других бедных скрыть место составляет 2 ~ 3 мм, в глубокой канавке составляет 5 ~ 6 мм, сопла к работе расстояние, как правило, не более 5 мм.
7. средней частоты гибки труб встык, для того, чтобы предотвратить заднюю часть нижнего сварочного канала окисляется, задней также необходимо реализовать газовую защиту.
8. ветер и воздухообмен. Ветреные места, обязательно примите меры для блокировки сетки, а в помещении необходимо принять соответствующие меры для вентиляции.
9. средней частоты гибки труб для того, чтобы аргон хорошо защищен сварочный бассейн, и облегчить сварочную операцию, вольфрамовой проволоки и сварочной заготовки должны, как правило, поддерживать 80 ~ 85 ° угол, присадочной проволоки и поверхности заготовки угол должен быть как можно меньше, как правило, около 0 °.
связаться с нами
Сопутствующие популярные продукты

Отвод из легированной стали
Описание продукта Различные отводы из сплава используются в разных местах. Например: ...

180° отвод
Описание продукта 180 ° гибки трубы гибки материала вне растяжения, под действием вне...
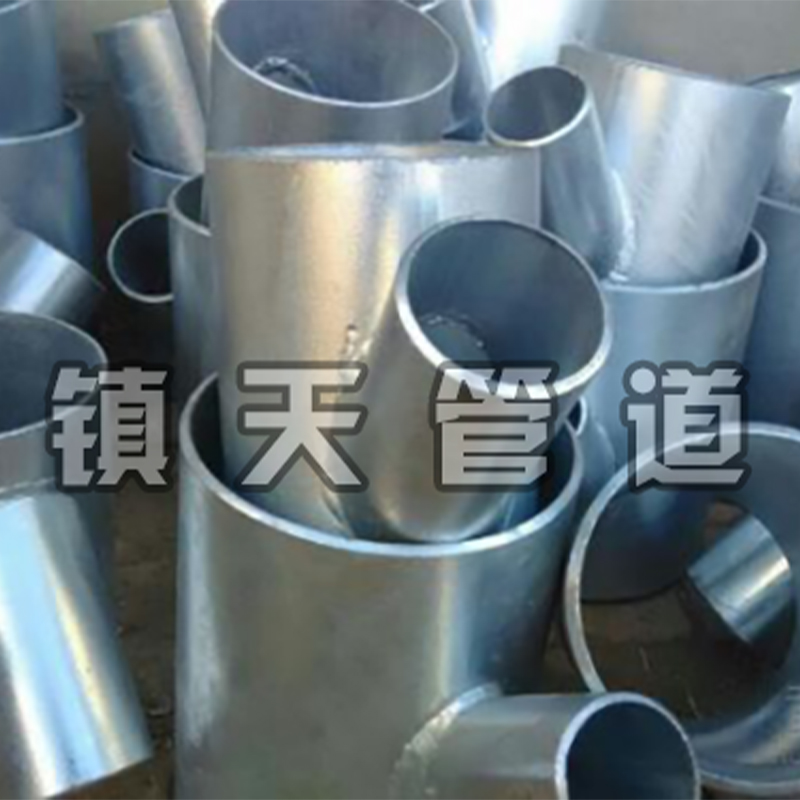
45° косой тройник
Описание продукта Стандартные типы: По стандарту DIN (DN15-DN159) (3/4"-4") и стандар...

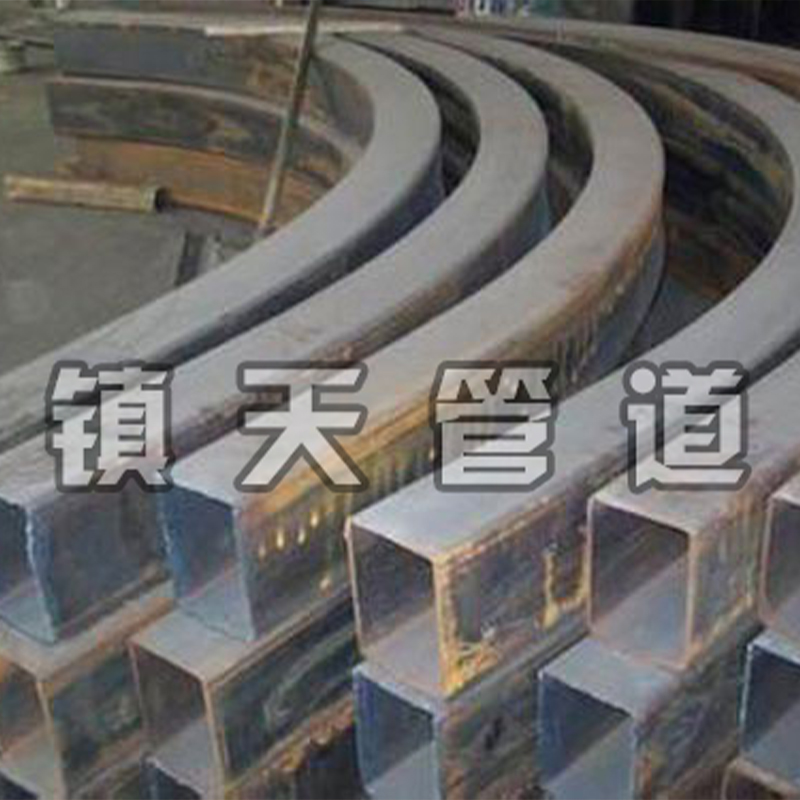
Змеевиковый отвод
Описание продукта Змеевидная гибка - это использование наборов гибочных форм для гибк...

Теплоизолированный тройник
Описание продукта Теплоизолированные тройники широко применяются в строительстве и те...

Тройник с тремя фланцами
Описание продукта Тройник с фланцами производится в соответствии со стандартом ISO253...

Глухая заглушка
Описание продукта Заглушки служат для изоляции и отключения участков. Благодаря отлич...

Резьбовой переходной тройник
Описание продукта Резьбовой переходной тройник представляет собой композитное изделие...

Алюминиевый отвод
Описание продукта Алюминиевые отводы гнутся с помощью набора гибочных штампов, незави...

Кованый косой тройник
Описание продукта Высоконапорные кованые фитинги представляют собой трубопроводные ко...

90° отвод
Описание продукта 90 ° изгиб гибки материала вне растяжения, под действием внешних си...

Прямошовная сварная труба
Описание продукта Прямошовная сварная труба, с горячекатаным или холоднокатаным сталь...
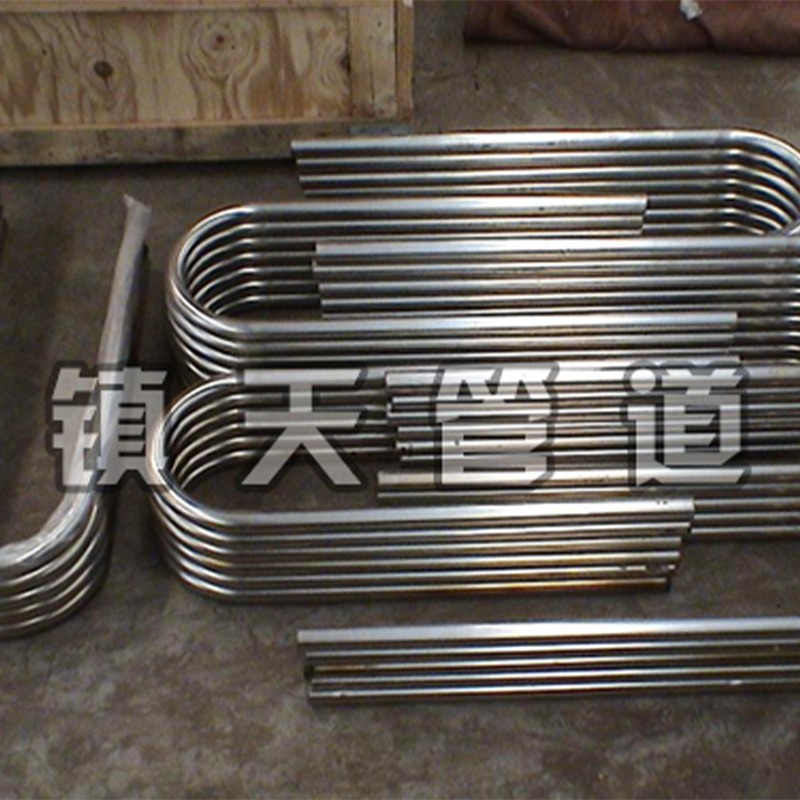
U-образный отвод
Описание продукта Технология обработки U-образного изгиба делится на два этапа: перва...

Толстостенный отвод
Описание продукта Процесс производства толстостенных труб можно разделить на холоднот...

Бесшовный отвод
Описание продукта Бесшовные отводы подходят для трубопроводов для транспортировки жид...

Переходной тройник
Описание продукта Переходной тройник относится к разновидности тройников и является о...

