
Производители X60 фланцев приварки встык
Говоря о приварке фланцев встык, первое, что приходит в голову – это простота и скорость. Часто производители, особенно начинающие, считают, что это самый простой способ соединения, и не уделяют должного внимания деталям. Но на практике все гораздо сложнее. Опыт показывает, что даже небольшая ошибка в подготовке поверхности или выборе режима сварки может привести к серьезным проблемам – от деформации фланцев до разрушения соединения под нагрузкой. Эта статья – попытка поделиться опытом и выявить основные моменты, на которые стоит обратить внимание при производстве фланцев, свариваемых встык.
Основные проблемы при приварке фланцев встык
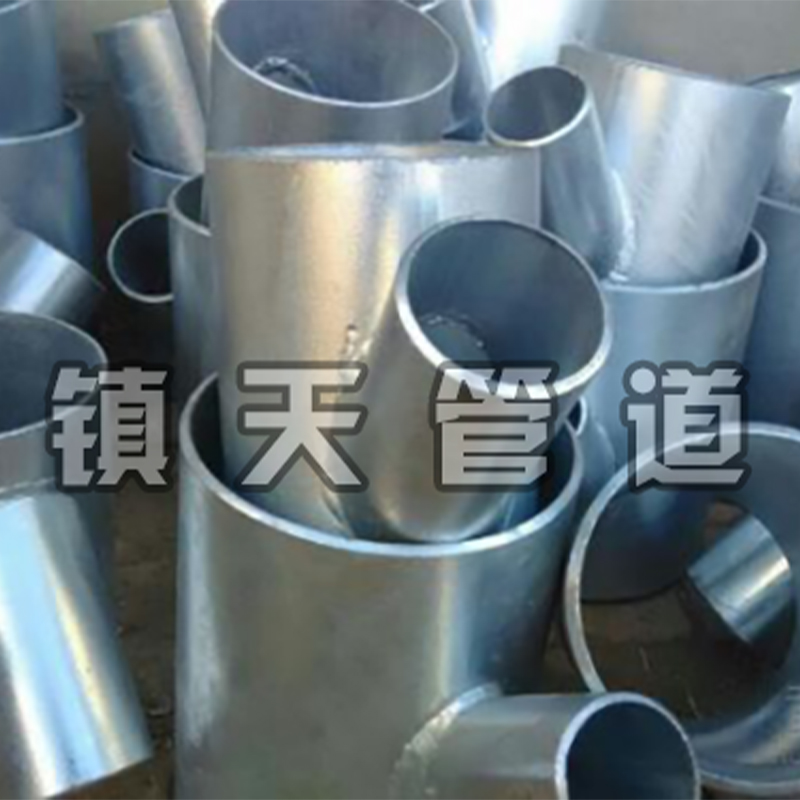
Начнем с самых распространенных проблем. Первая – это разная толщина металла фланцев. Даже если заявлена одинаковая толщина, на самом деле могут быть незначительные отклонения. Это, в свою очередь, приводит к неравномерному нагреву и деформации при сварке, особенно при больших диаметрах фланцев. Вторая – это качество подготовки поверхности. Остатки масла, грязи, ржавчины – все это критически влияет на качество сварного шва. Третья – это неправильный выбор сварочного аппарата и режима сварки. Слишком высокая мощность может привести к перегреву и деформации, а слишком низкая – к недостаточному проплавлению и слабому соединению.
Подготовка к сварке: Залог успеха
Подготовка – это, пожалуй, самый важный этап. Не стоит пренебрегать очисткой фланцев. Идеальный вариант – механическая очистка (пескоструйная обработка, дробеструйная обработка) с последующей визуальной проверкой. Нужно убедиться, что на поверхности нет никаких загрязнений и дефектов. Если фланцы изготовлены из нержавеющей стали, особенно важно использовать специальные очистители для удаления остатков смазки и масла. Мы, например, в ООО Цанчжоу Чжэньтянь Трубопроводное Оборудование часто видим проблемы из-за недостаточно тщательной подготовки поверхности при работе с материалами 304 и 316.
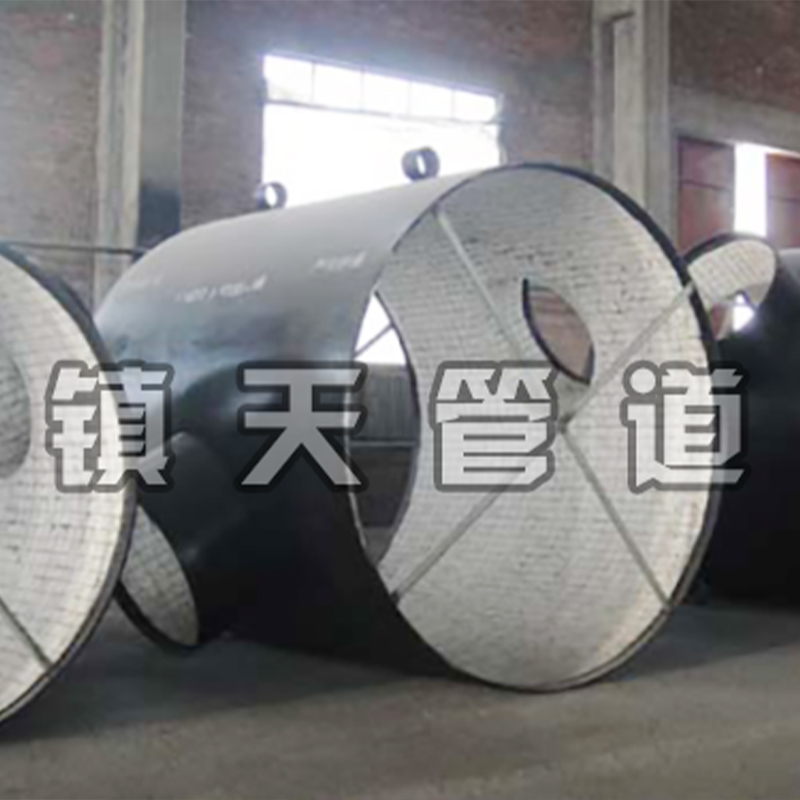
Помимо механической очистки, необходимо проверить фланцы на наличие трещин и деформаций. Небольшие трещины можно заварить, но если трещина большая, фланц нужно заменить. Деформации тоже могут привести к проблемам при сварке, поэтому их тоже нужно учитывать. Иногда даже небольшая деформация может сильно повлиять на качество соединения, особенно при высоких нагрузках. Мы рекомендуем использовать ультразвуковой контроль для выявления скрытых дефектов, особенно при производстве фланцев из толстого металла.
Выбор сварочного аппарата и режима сварки
Выбор сварочного аппарата и режима сварки – это задача, требующая опыта и знаний. Для приварки фланцев встык чаще всего используют полуавтоматическую сварку (MIG/MAG) или аргонодуговую сварку неплавящимся электродом (TIG). Выбор зависит от материала фланцев, толщины металла и требований к качеству сварного шва. Например, для сварки фланцев из углеродистой стали часто используют полуавтоматическую сварку, а для фланцев из нержавеющей стали – аргонодуговую сварку.
При использовании полуавтоматической сварки необходимо правильно подобрать параметры сварки: ток, напряжение, скорость сварки. Важно, чтобы сварочный аппарат обеспечивал достаточно высокую стабильность дуги и минимальное количество разбрызгивания металла. При использовании аргонодуговой сварки необходимо использовать защитный газ (аргон или смесь аргона с гелием) и правильно подобрать сварочный электрод. Важно, чтобы сварочный аппарат обеспечивал достаточно высокую мощность и стабильный ток.
Опыт работы с различными материалами
В нашей практике, при работе с фланцами из углеродистой стали, мы часто сталкиваемся с проблемой образования пористости в сварном шве. Это происходит из-за недостаточного удаления газов из сварочной ванны. Для решения этой проблемы необходимо использовать короткие швы и правильную технику сварки. При работе с фланцами из нержавеющей стали, особенно с материалами 316, важно использовать специальные сварочные электроды и защитные газы. Необходимо следить за тем, чтобы защитный газ не был загрязнен влагой и кислородом. Также важно использовать специальные режимы сварки, чтобы избежать образования карбидов в сварном шве.
Контроль качества сварных швов
После завершения сварки необходимо провести контроль качества сварных швов. Это можно сделать визуально или с помощью неразрушающих методов контроля (ультразвуковой контроль, рентгенография, магнитопорошковый контроль). Визуальный контроль позволяет выявить дефекты, такие как трещины, поры, неплотное прилегание фланцев. Неразрушающие методы контроля позволяют выявить скрытые дефекты, которые не видны при визуальном контроле.
Особенно важно проводить контроль качества сварных швов при производстве фланцев, используемых в критических приложениях, таких как нефтегазовая промышленность или атомная энергетика. В этих приложениях даже небольшая дефектность сварного шва может привести к серьезным последствиям. Мы в ООО Цанчжоу Чжэньтянь Трубопроводное Оборудование сотрудничаем с независимыми лабораториями для проведения контроля качества сварных швов, чтобы гарантировать соответствие нашей продукции требованиям международных стандартов.
Возможные ошибки и их последствия
Часто ошибочно считают, что достаточно просто сварить фланцы вместе, главное – чтобы они плотно прилегали. На самом деле это не так. Неправильный выбор режима сварки может привести к деформации фланцев и образованию трещин. Недостаточная очистка поверхности может привести к образованию пористости в сварном шве. Неправильный контроль качества может привести к тому, что дефектные фланцы попадут в производство.
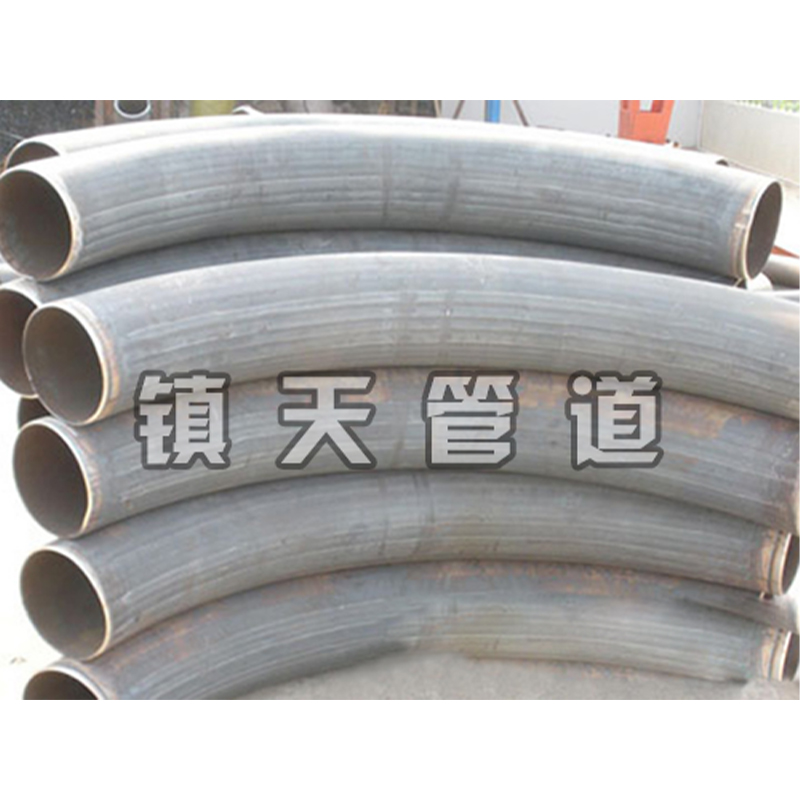
В одном случае, мы столкнулись с ситуацией, когда при сварке фланцев из углеродистой стали не была проведена предварительная прокатка. В результате сварные швы оказались слабыми и треснули при первом же испытании. Это привело к серьезным финансовым потерям и репутационным рискам. Этот случай показал нам важность тщательного соблюдения всех технологических требований и контроля качества на всех этапах производства. Мы теперь используем только фланцы, прошедшие предварительную прокатку, и проводим более строгий контроль качества сварных швов.
Заключение
Приварка фланцев встык – это не просто соединение двух металлических деталей. Это сложный технологический процесс, требующий опыта, знаний и внимания к деталям. Не стоит пренебрегать подготовкой поверхности, выбором сварочного аппарата и режима сварки, а также контролем качества сварных швов. Только при соблюдении всех технологических требований можно получить надежное и долговечное соединение. Надеемся, что эта статья поможет вам избежать распространенных ошибок и повысить качество вашей продукции.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Основные страны-покупатели для X52 вогнутых фланцев
- Крышка фланца L450
- Дешевые стальной футеровки пароизоляции тройник
- Основные покупатели алюминиевых редукторов 1060
- Фланец шип-паз X56
- Основные страны-покупатели алюминиевых крестов 3003
- Износостойкие крестовины из редкоземельных сплавов из Китая
- Дешевые 12CrMoV трубные отводы
- Основные страны-покупатели редукционных крестовин 310S
- L290 фланцы раструбной сварки из Китая

